[사출금형 성형 기술 실무(8)] DOE를 활용한 엣지 게이트 최적화-Molding window
[사출금형 성형 기술 실무(8)] DOE를 활용한 엣지 게이트 최적화-유동 해석
[사출금형 성형 기술 실무(8)] DOE를 활용한 엣지 게이트 최적화-해석 결과
1단계 최적화 과정에서 얻어진 CTQ값이 만족할 경우 여기서 해석을 종료하고 결과값을 현장에 반영하는 작업이 필요하다. 그러나 위의 값을 평가하면 ⓐ와 ⓑ 위치의 두께 편차가 2.086% 이다. 따라서 2단계 최적화 과정을 진행할 수 있다.
2단계 진행에는 이미 1단계에서 유효성이 검증된 요인을 중심으로 2k 요인 배치 설계, RSM(response Surface Method), Taguchi 방법으로 다시 최적화할 수 있다. 여기서는 Taguchi 방법을 통하여 내측 배열과 외측 배열을 활용하여 신호 대 잡음비 최적값을 찾아내고 이 값을 기준으로 RSM으로 최적 조건을 찾는 과정을 해석하면 생각 이상의 완벽한 결과를 얻어낼 수 있다.

◈ Taguchi 분석
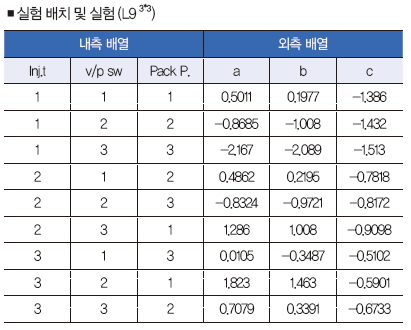
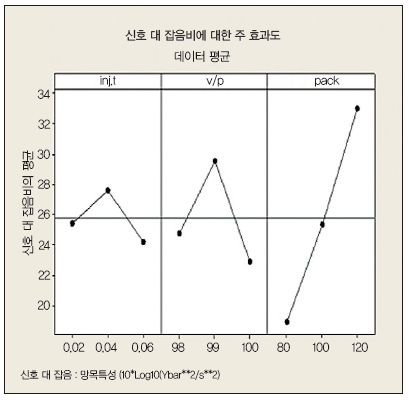
3수준으로 설계한 Taguchi 설계에는 최적 수준 판단은 Injection time 2수준(0.04초), V/P 2수준(99%), Pack pressure 3수준(120Mpa)이다. 이미 앞서 검증한 금형 온도, 수지 온도는 이번 성형품 두께에 큰 영향을 주지 못한다는 것을 알았기 때문에 위의 3개 요인을 더욱 구체화하여 최종 해석 모델을 만들었다.
아래의 표에 해당 요인을 표시했다.
◈ 특성치(Y) 현재 수준 (2차)
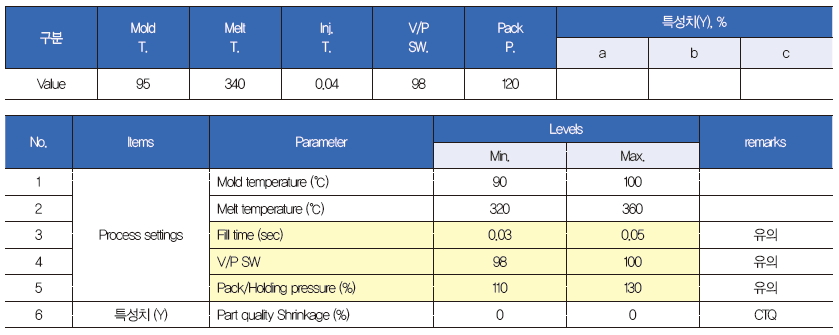

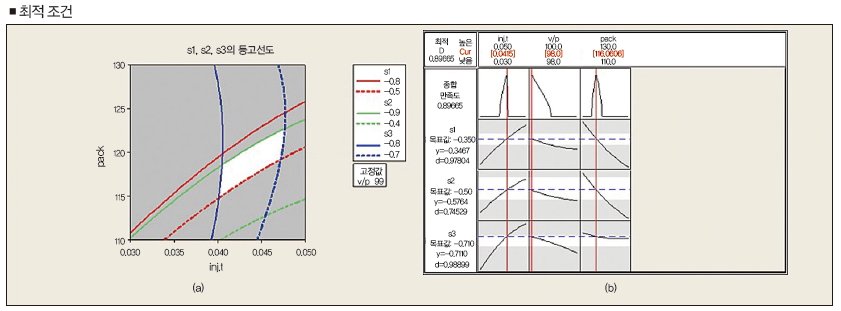
우리는 최적 조건을 찾기 위한 마지막 단계를 분석하고 있다. 실험 방법은 반응표면법 중에서 박스 벤켄법으로 실험 계획을 세웠다. 왜냐 하면 이미 몇 차례 최적화를 거치는 과정에서 성형 조건의 범위를 어느 정도 예측하게 되었고, 그 범위에서 실시하면 최적값을 얻을 수 있을 것으로 판단했기 때문이다.
아래 그림은 중첩 등고선도 (a)를 통하여 사출 범위를 확인할수 있고, (b)는 그 값을 계량화하여 정확하게 제시하고 있다. 신뢰도 89% 수준으로 최적값을 활용하면 CTQ(핵심 품질특성)을 얻을 수 있게 된다.
2. 해석 결과
◈ 특성치(Y) 변화

Molding window 해석값을 이용할 경우 특성치 ‘Y’ 는 -1.347~-2.991로 두께 편차는 1.644%이다. 여기서 주의할 점은 성형품 두께가 2.991%만큼 팽창되고 있어 금형이 열릴 수 있는 문제를 가지고 있다. 사출압력 280Mpa, 형체결력 179.5ton으로 최대 사출압력이 사출 성형기의 스펙보다 오버되어 성형이 어려운 조건이다.
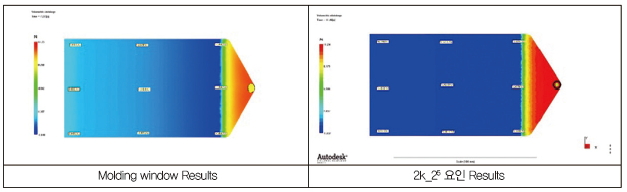
Taguchi 해석에서는 L93*3 배열로 신호 대 잡음비를 계산하며, 현재와 최적 수준과의 S/N비는 개선 후와 개선 전을 비교하면 38.5967-26.2482=12.3485이다. 이것을 손실비로 환산하면 101.23485=17배가 손실을 감소했다. 반면에 특성치 ‘Y’는 -0.8338~-0.8106으로 두께 편차는 0.1894%이다. 다만, 과잉 충진으로 인한 성형품 두께가 0.83%만큼 팽창하고 있어 금형이 열릴 수 있는 문제점이 발견됐다. 형체결력은 173.8ton, 사출압력은 198.1Mpa이다. 기계 최대 형체결력을 사용해야 하는 어려움이 있다.
RSM은 설정된 요인들이 특성치 ‘Y’의 반응값에 어떤 영향을 미치는지를 알려주는 매우 유용한 해석 방법이다. 실험 횟수는 15회이며, 특성치 ‘Y’값은 -0.3092~-0.677으로 두께 편차는 0.3677%이다.
여기서도 과잉 충진 형상을 발견할 수 있는데, 그 수치는 0.67% 수준이다. 형체결력은 162.3ton, 사출압력은 184.9Mpa이다.
지금까지 게이트에 대한 종류와 형상에 따른 내용을 3회에 걸쳐 다루며, 필요에 따라 전산모사를 통하여 검증 결과를 공유했다. 이외에도 사출-압축 성형기술에서도 정확하게 해석할 수 있는 고도 기술 등의 사례들이 있는데, 다음 기회에 다루기로 하고 유동기구에서 게이트부에 대한 기술은 여기서 마치고자 한다.
박균명 공학박사 금형기술사