[최신 일본의 형기술 정보] 금형가열장치에 의한 소성가공성의 대폭 향상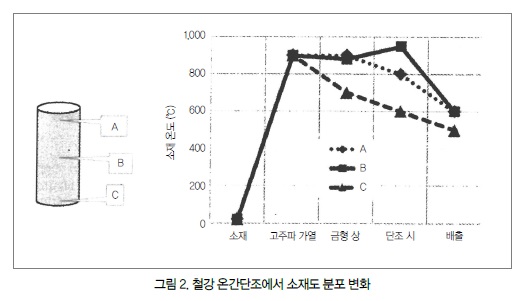
단조가공은 가열 온도에 따라 냉간과 열간으로 크게 분류되며, 또한 성형 정도 향상·조직 및 특성 개선을 목적으로 하여 저온화한 온간 성형이 많이 사용되고 있다.
열간단조에서는 재료 연성을 중요시하기 때문에 철강 재료는 1,150℃까지도 가열한다. 그러나 금형은 표면온도에서 200℃ 정도에 머물러 있다. 따라서 소재와 금형의 온도차는 900℃ 이상이나 되고, 단조가공 중에 성형품이 형과의 접촉에 의해 온도가 저하함으로써 금형의 볼록 형상에 소재가 식입하여 이형할 수 없게 되어 빼기구배가 반드시 필요하게 된다. 빼기구배는 보통 1~3° 레벨이 필요해지고, 많은 절삭가공을 필요로 한다. 또한 금형의 코너부 등은 금형재 템퍼링 온도 이상으로 상승 연화하여 형 수명을 짧게 하는 문제가 있다.
철강 재료에서는 소재 온도를 약 800~900℃까지 저하시킨 온간단조의 채용이 확대되고 있다. 이 글에서는 일간공업신문사 형기술지에 실린 큐슈공업대학의 나카무라 카츠아키, 스즈키 히로시가 저술한 금형 가열장치에 의한 소성 가공성의 대폭 향상에 대해서 소개한다.




