[기술특집]절삭력 시뮬레이터를 활용한 가공 상태 스마트 모니터링 시스템
- 등록2020.02.27 11:22:44
[첨단 헬로티]
카네코 카즈키(金子 和暉), 니시다 이사무(西田 勇), 사토 류타(佐藤 隆太), 시라세 케이이치(白瀨 敬一) 神戶대학
1. 서론
금형의 가공에서 널리 이용되고 있는 엔드밀 가공은 장시간의 무인 운전으로 이루어지는 경우가 많은데, 가공 상태를 모니터링해 이상을 적절하게 검출하는 기술은 여전히 불충분하다.
기존의 방법은 절삭력이나 AE파 등을 모니터링해 미리 설정된 한계값과 비교함으로써 이상을 검출하는 경우가 많다. 그러나 한계값은 절삭 조건에 따라 변동되기 때문에 절삭 조건마다 가공실험을 해서 한계값을 사전에 결정하기 위한 작업에 시간과 수고가 소요된다.
그래서 이번 연구에서는 엔드밀 가공에서 주축 모터의 토크를 모니터링하고, 가공실험과 같은 사전의 준비작업 없이 가공 중의 이상을 적절하게 검출할 수 있는 가공 상태 모니터링 시스템을 제안한다.
제안 시스템은 모니터링과 병행해서 절삭 토크의 시뮬레이션을 실시간으로 하고, 2개의 토크 파형의 유사도로부터 가공 상태를 평가한다. 그렇기 때문에 이상 검출에는 유사도에 관한 한계값을 1개 설정하면 되고, 절삭 조건마다 다른 여러 개의 한계값을 설정해 둘 필요는 없다. 절삭력도 실시간으로 예측할 수 있기 때문에 동력계를 이용하지 않고 절삭력을 모니터링할 수 있는 장점도 있다.
2. 시뮬레이션을 이용한 가공 상태 모니터링
(1) 절삭력 예측 모델
제안 시스템에서 시뮬레이션은 경사 절삭이론에 기초한 절삭 모델을 이용해 절삭력과 절삭 토크를 예측한다. 이 모델은 전단각만을 사전에 결정해 두면 되고, 공구의 편심량을 설정함으로써 흔들림을 고려해 절삭력 및 절삭 토크를 예측할 수 있다.
이번 연구에서는 가공 개시 직후의 주축 모터의 토크 평균값과 예측되는 절삭 토크의 평균값이 일치하도록 반복 계산을 해 전단각을 결정했다. 이것에 의해 사전 가공실험을 할 필요가 없어졌다. 또한 공구의 편심량은 주축 모터의 토크 파형으로 예측되는 절삭 토크 파형의 잔차 제곱합이 최소가 되도록 결정하므로 미리 측정할 필요가 없다.
(2) 가공 중의 이상 검출
앞에서 말했듯이 주축 모터의 토크 파형은 공구의 절손이나 결손 등의 이상에 따라서만이 아니라, 절삭 조건에 따라서도 변화하기 때문에 모니터링한 토크 파형의 이상을 검출하기 위해 비교하는 참조 정보로서 시뮬레이션으로 예측되는 토크 파형을 이용한다.
토크 파형이 유사하면 정상이라고 판정할 수 있기 때문에 이번 연구에서는 2개의 토크 파형의 유사도를 정규화 상호 상관(NCC)의 값으로 평가한다.

3. 실험에 의한 검증
표의 실험 조건으로 엔드밀 가공을 해, 제안 시스템의 유용성을 검증했다. 전단각과 공구의 편심량은 절삭 개시에서 1.0s의 사이에 모니터링된 주축 모터의 토크에서 동정했다.

그 결과 전단각은 5.8°, 편심량은 6.0μm가 됐다. 이상의 파라미터를 이용해 예측한 절삭력을 측정 결과와 비교해 그림 1에 나타냈다. 동 그림에 나타냈듯이 예측 결과는 측정 결과와 거의 일치하고 있으며, 센서 없이 절삭력의 모니터링이 가능하다는 것을 알 수 있다.
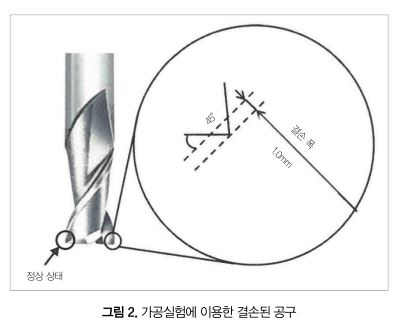
이번 연구는 가공 이상의 예로서 공구 결손의 검출에 대응했다. 그림 2와 같이 절삭날 2개 중 1개의 끝단에 폭 1mm의 결손을 고의로 설정한 공구로, 4가지 절삭 조건으로 가공실험을 했다.
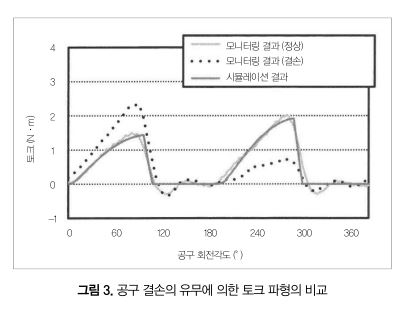
그림 3에 표의 실험 조건에서 공구 결손의 유무에 따른 토크 파형의 비교를 나타냈다. 그리고 그림 4에 공구 이상 시의 토크 파형의 NCC 값과 공구 결손 시의 토크 파형의 NCC 값 차이를 각각 나타냈다. 또한, 공구 정상 시의 토크 파형의 NCC 평균값과 ±2σ의 신뢰 구간도 나타냈다.
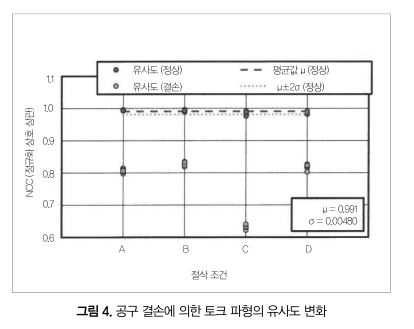
이 그래프의 가로축은 절삭 조건 A~D로 되어 있는데 조건 A는 표의 실험 조건과 동일하고, 조건 B, C, D는 각각 표의 실험 조건에서 이송 속도만을 75mm/min, 축방향 절입만을 3.0mm, 반경방향 절입만을 3.0mm로 변경한 조건이다.
공구 정상 시의 NCC는 절삭 조건 차이에 의하지 않고 거의 일정했다. 이것은 공구 정상 시는 토크 파형의 모니터링 결과와 시뮬레이션 결과가 잘 일치하고 있다는 것을 나타낸다.
한편, 공구 결손 시는 모든 절삭 조건에서 NCC 값이 명확하게 작아지고 있는 것을 확인할 수 있다. 이 예에서는 NCC의 한계값을 0.9로 정하면, 결손 폭 1.0mm 이상의 공구 결손은 검출 가능하다.
4. 맺음말
이번 연구에서는 가공실험과 같은 사전 준비작업 없이 가공 중의 이상을 적절하게 검출할 수 있는 가공 상태 모니터링 시스템을 제안했다. 시뮬레이션에 의해 예측된 절삭력은 동력계로 측정한 절삭력과 거의 일치했다.
또한 정규화 상호 상관의 값에 의해 모니터링한 토크 파형과 시뮬레이션으로 예측한 토크 파형의 유사도를 평가한 결과, 정규화 상호 상관의 값 저하에 의해 공구 결손의 발생을 검출할 수 있다는 것을 확인했다.
Copyright ⓒ 첨단 & Hellot.net