



[첨단 헬로티]
니시우라 켄타 (西浦 健太) 다이제트공업(주)
1. 서론
금형가공 업계에서는 한층 더 품질 향상, 리드타임 단축, 코스트 절감이 요구되고 있다. 최근의 금형 제작은 담금질강 등의 고경도 강재의 직조가공에 의한 리드타임 단축이 요구되고 있다.
또한 5축 제어 머시닝센터에 의한 가공 기술의 보급에 의해 볼 엔드밀의 경우, 공구 돌출을 짧게 하거나, 중심 절삭날에 의한 절삭을 피하거나 함으로써 금형을 고능률, 고정도로 가공하는 것이 가능하다.
그러나 55HRC를 넘는 고경도재는 피삭재의 변형저항이 크고, 공구 마모가 촉진되기 때문에 절삭 조건을 높이는 것은 곤란하다.
이 과제에 대한 공구로서의 해결책은 절삭열의 발생을 억제하는 저저항의 날끝 제원과 강인하고 내열성이 우수한 공구 재종의 채용이 권장된다. 이 글에서는 고경도재 가공에 대응해 고강성․고정도 또는 장수명의 고능률 가공을 실현한 ‘하드 1 볼’을 소개한다.
2. 고경도재 가공용 솔리드 볼 엔드밀 하드 1 볼
(1) 하드 1 볼의 특징
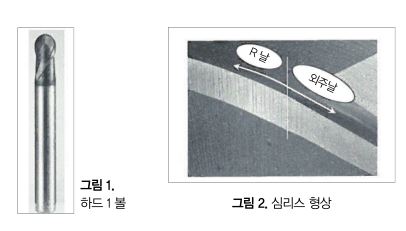
하드 1 볼은 생재에서 70HRC까지의 고경도재 거친가공에서 다듬질가공까지 폭넓게 대응하는 2날의 솔리드 볼 엔드밀이다(그림 1). 볼 절삭날의 R 정도는 ±5µm로 고정도로 하고, 또한 볼 R 절삭날과 외주 절삭날은 심리스 형상(그림 2)를 채용함으로써 양호한 다듬질면을 얻을 수 있는 동시에 가공 시의 치핑을 억제, 고정도의 가공이 가능하다.
그리고 고속 회전에서 강성과 정도를 가진 수축끼워맞춤 홀더(슈링크)나 하이드로 툴링에 적응 가능한 섕크 정도로 하고, 돌출을 짧게 할 수 있는 손잡이 형상으로 함으로써 진동 정도와 강성을 높이고, 절삭가공 시에 높은 정도를 낼 수 있는 솔리드 볼 엔드밀로 되어 있다.
(2) 고경도재 가공용 공구 재종 ‘DH110’
초경 코팅 재종은 고경도재 가공용으로서 개발된 신재종 DH110을 채용했다. 초경 모재는 고경도재 가공용으로 개발한 초미세 조직을 가진 초미립자 초경합금을 이용하고 있으며, 우수한 칼날 입성을 얻을 수 있다. 코팅 피막 ‘DH1’은 나노 다층막으로 구성되어 있다.
초경 모재 바로 위의 피막 하층부는 기둥 모양 결정을 나타내고 있으며 밀착성과 막인성을 높인 막 구성이고, 피막 상층부의 피막 구성은 AlCrN/AlTiCrN/TiSiN의 나노 다층 피막을 적층시킴으로써 피막 하층부의 밀착성을 손상하지 않고 경도를 향상시키고, 내고온산화성, 내충격성, 피막인성 및 밀착성에서 우수한 성능을 나타낸다.
3. 하드 1 볼의 절삭 성능
하드 1 볼(ø3 : SFSB2030-S6), 동사 기존품 및 타사(A사, B사)제 고경도재 가공용 볼 엔드밀을 이용해 SKD11(60HRC) 물결형 워크를 가공했을 때의 가공 수명 비교 결과를 그림 3에 나타냈다. 절삭 조건은 회전 속도 18,000min-1로 고속 회전, 이송 속도 1,500mm/min, 이송량 f=0.083mm/rev, 절입량 ap=0.15mm/min, ae=0.3mm이다.
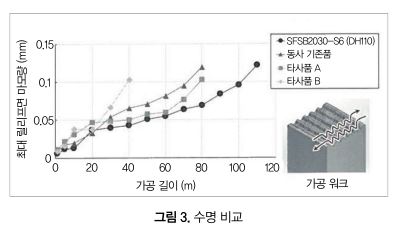
하드 1 볼은 동사 기존품의 약 1.6배, 타사품 A의 약 1.4배, 타사품 B의 약 2.8배로 가장 장수명의 결과를 나타냈다. 물결형으로 가공함으로써 볼 엔드밀의 중심 절삭날에서 R 절삭날까지 사용하는 가공의 비교가 가능하고, 안정된 가공이 가능하다는 것을 알 수 있다.
4. 하드 1 볼의 가공 실례
(1) 고경도재의 가공 실례
가공 제품 PW 펀치의 평면부 및 R부의 가공에서 하드 1 볼(ø3 : SFSB2030-S6)을 사용, 표면조도 향상을 도모한 실례를 소개한다(표 1). 피삭재는 SKH51(61~65HRC)의 고경도재이다.

산술 평균 조도 Ra에 있어 타사품의 솔리드 볼 엔드밀은 평면부 0.438µm, R부 0.266µm. 하드 1 볼은 평면부 0.252µm, R부 0.152µm가 되고, 타사품과 비교해 대폭으로 표면조도를 향상시킬 수 있었다. 제품의 규격 표면조도의 상한 Ra 0.3µm 이하를 충분히 만족시켜 양호한 평가를 받았다. 하드 1 볼의 특징인 고강성․고정도를 최대한으로 활용한 실례이다.
(2) 합금강의 가공 실례
커터 보디의 팁 좌면 가공에서 하드 1 볼(ø3 : SFSB2030-S6)를 사용, 표면조도 향상을 도모한 실례를 소개한다(표 2). 피삭재는 SCM 440(38~42HRC)의 합금강이다.
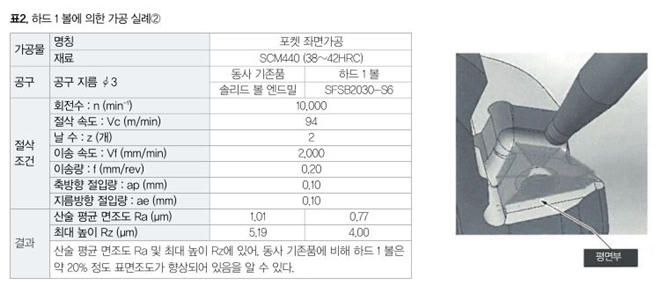
기존품인 솔리드 볼 엔드밀은 산술 평균 면조도 Ra 1.01µm, 최대 높이 Rz 5.19µm에 대해, 하드 1 볼은 산술 평균 면조도 Ra 0.77µm, 최대 높이 Rz 4.00µm가 되어 약 20%의 표면조도 향상이 가능해졌다. 하드 1 볼은 고경도재뿐만 아니라, 폭넓은 피삭재에 대응 가능하다는 것을 알 수 있는 실례이다.
5. 맺음말
이상과 같이 하드 1 볼은 장수명화․고정도화를 실현, 고경도재의 거친가공에서 다듬질가공까지 대응 가능한 솔리드 볼 엔드밀이다. 이 공구를 사용함으로써 가공 정도가 향상되고, 제조 코스트의 삭감이 가능해진다.
금형 제조에서는 절삭가공에 의한 생산의 효율을 높이고 가공 정도를 향상시키며, 더욱 코스트 다운이 요구된다. 앞으로도 고객 요구에 매치한 신제품과 새로운 가공 기술을 제공함으로써 고능률화․고정도화를 실현하고, 고객만족도 향상을 도모해 갈 것이다.








































