
[헬로티]
오카다 마사토 (岡田 將人), 미나미다니 하야토 (南谷 駿斗) 福井대학
신야 마사요시 (新谷 正義) 金澤대학

와타나베 히데히토 (渡邊 英人) 유니온툴(주)
1. 서론
플라스틱 사출성형에 이용되는 금형은 높은 내마모성(경도)와 양호한 다듬질면 품질이 요구된다. 그렇기 때문에 일반적으로 방전가공에 의한 황삭 후, 절삭가공이나 손연마 다듬질 등에 의해 원하는 다듬질면 품질을 실현하고 있다.
그러나 방전가공은 전용기가 필요한 동시에, 그 창성면에는 인장 잔류응력을 포함하는 가공 변질층이 생성되기 쉽다. 대부분의 금형은 곡면 형상을 가지기 때문에 가공 변질층의 간략화, 연마 공정의 부담 경감이 요구되고 있다.
지금까지 엔드밀 바닥부에 날끝과는 별도로 핀 모양 공구를 설정, 절삭과 버니싱 가공을 복합적으로 실시할 수 있는 공구가 제안되어 있다. 이 공구에 의해 양호한 다듬질면 품질은 얻을 수 있지만, 공구가 복잡화되기 쉽기 때문에 금형 형상에 적용하기는 어렵다.
이에 동 연구에서는 내마모성이 우수하고 철강 재료와의 친화성이 낮은 cBN으로 이루어진 볼 엔드밀에서 릴리프각을 의도적으로 없애고, 절삭날의 절삭과 함께 릴리프면의 버니싱 작용을 기대한 공구(버니시 공구)에 착안, 그 절삭특성에 대해 일반적인 날끝 형상의 공구(일반 공구)와 비교 검토했으므로 보고한다.
2. 실험 방법
그림 1에 양 공구의 날끝 SEM 이미지를 나타냈다. 양 공구 모두 R 0.5의 동일 재질의 cBN 볼 엔드밀이다.
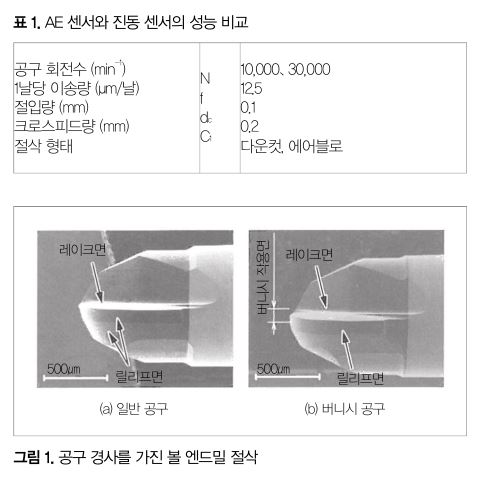
일반 공구는 제1, 제2 릴리프각을 가지고 있는 것에 대해, 버시시 공구는 제1 릴리프각이 없고 이 면을 버니시 작용면으로 정의한다. 가공기는 5축 머시닝센터를 이용하고, 가공 대상면은 다듬질면 평가가 용이한 평면으로 했다.
가공 대상면은 날끝 주속을 얻기 쉬운 외주날의 절삭 상태를 검토하기 위해 공구 회전축 방향에 대해 45° 기울였다. 절삭특성의 평가는 절삭저항과 다듬질면 조도, 광택도, 잔류응력으로 했다. 실험 조건을 표 1에 나타냈다.
공구 회전수는 절삭저항 측정에 이용하는 압전식 동력계의 응답특성을 고려해, 절삭저항 측정 시에만 10,000min-1, 평가용 다듬질면 창성 시에는 30,000min-1로 했다. 피삭재는 담금질 처리를 실시한 고경도 스테인리스강으로, 그 경도는 60HRC이다.
3. 실험 결과와 고찰
(1) 1날 절삭 시의 절삭저항 거동의 비교
그림 2에 양 공구의 1날 절삭 시의 절삭 동력계의 출력 파형을 나타냈다. 공구 이송(주분력) 방향이 X방향, 볼 노즈 반경(배분력) 방향이 Z방향이다.
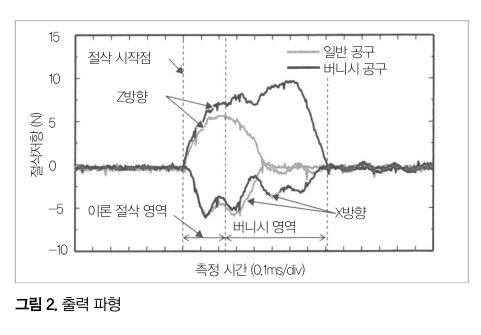
이 가공 조건에서 1날 절삭 시에 공구 날끝이 피삭재와 접촉하는 시간은 이론적으로 0.23ms이고, 그림 중에 절삭 시작점에서 0.23ms까지의 영역을 이론 절삭 영역으로 했다. 또한 거기에서부터 버니시 공구의 출력이 수속되기까지를 버니시 영역으로 했다.
동 그림으로부터 일반 공구에서 이론 절삭 영역 후는 대체로 양방향의 절삭저항 성분이 수속을 향하는 것에 대해, 버니시 공구는 양 성분 모두 버니시 영역에서 다시 피크값을 까지는 경향이 확인됐다.
이것은 공구 날끝의 절삭에 의한 출력에 이어, 릴리프면 측의 버니시 작용면이 창성면 상을 찰과하고 있기 때문이다. 특히 Z방향 성분에서는 찰과 시에 최대값이 출력되고 있으며, 버니시 작용면이 창성면을 억누르는 작용이 절삭저항보다 높은 것을 알 수 있다.
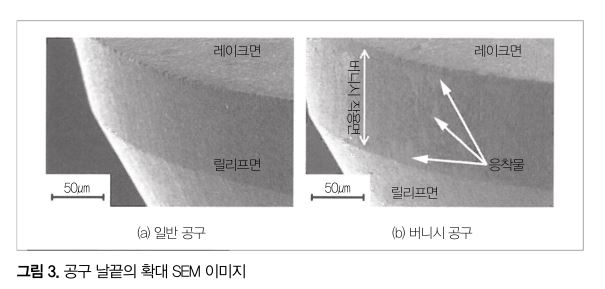
그림 3은 8mm 사방의 가공면 창성 후의 공구 날끝 릴리프면 측의 확대 SEM 이미지이다. 버니시 공구의 버니시 작용면 상에만 피삭재의 응착이 확인되고, 창성면 상을 찰과하고 있는 것이 증명됐다.
(2) 다듬질면 조도, 광택도, 잔류응력의 비교
그림 4에 양 공구에 의한 다듬질면의 최대 높이(Rz)와 광택도, 잔류응력을 나타냈다. 이들은 미사용 공구에서 얻은 8×16mm의 다듬질면으로부터 얻었다. 또한 Y방향은 공구의 크로스피드 방향을 나타낸다.
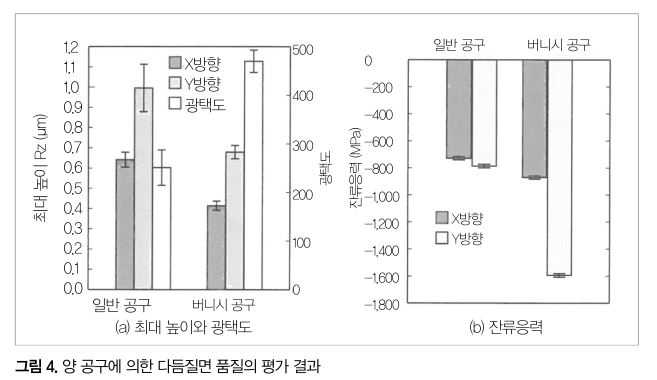
동 그림 (a)로부터 버시니 공구의 적용에 의해 XY방향 모두 Rz가 저감하고 있으며, 산술 평균 조도(Ra)에서 0.1μm 이하였다. 또한 버니시 공구에 의한 광택도는 일반 공구의 2배 가까이에 달했다.
더구나 동 그림 (b)로부터 잔류응력은 양 공구 모두 압축 측에 확인됐는데, 모든 방향이 버니시 공구의 경우 높은 압축응력이 확인됐다. 특히 크로스피드 방향인 Y방향의 잔류응력에 대한 영향이 크다는 것을 알 수 있다.
4. 맺음말
릴리프면에 버니시 작용면을 가지는 cBN 볼 엔드밀을 이용한 고경도 담금질강의 절삭가공에 의한 절삭저항과 다듬질면 품질에 대해, 일반적인 공구와 비교 검토했다.
1날이 피삭재를 절삭할 때의 절삭저항 출력 파형 및 절삭 후의 공구 릴리프면의 재료 응착 상태로부터, 버니시 작용면이 절삭에 의한 창성면 상을 찰과하고 있는 것을 밝혔다.
또한 그것에 의해 얻어진 버니시 공구의 다듬질면은 조도, 광택도, 압축 잔류응력의 점에서 일반 공구보다 양호한 품질을 얻을 수 있다는 것을 밝혔다.
[감사]
이번 연구의 일부는 공익재단법인 JKA의 보조사업에 의해 실시했다. 또한 이번 연구의 수행에 있어 후쿠이(福井)대학 공학부 기술부의 아오야마 나오키(靑山 直樹)씨에게 기술적인 관점에서 조언을 받았다. 관계자 여러분께 깊은 감사드립니다.