
[첨단 헬로티]
카와베 토모히로 (河邊 智洋) ㈜牧野후라이스제작소
1. 서론

오늘날 금형 업계를 둘러싼 환경은 크게 변화하고 있으며, 금형의 대형화, 복잡화, 리드타임 단축 등에 대한 요구가 증가하고 있다. 또한 자동차 산업에서는 환경 의식이 높아짐에 따라 연비 향상이나 CO2 배출량 억제가 요구되고 있다. 이것에 동반해 각사 모두 경량화에 대한 대응이 과제의 하나로 되어 있다.
이 과제에 대한 수법으로서 최근 하이텐강을 차체의 일부에 사용해 경량화나 고강도화를 요구하는 경우가 많아졌다. 그렇기 때문에 하이텐강을 성형하는 금형도 보다 고경도가 되어 있으며, 가공의 어려움이 증가하고 있다. 그 한편으로 이와 같은 고경도재에도 한층 더 고능률 가공이 요구되고 있는 면도 있다.

이 글에서는 5축가공기 ‘V90S’와 이 V90S를 이용한 금형가공 리드타임 단축에 대한 대응을 소개한다(그림 1, 표).
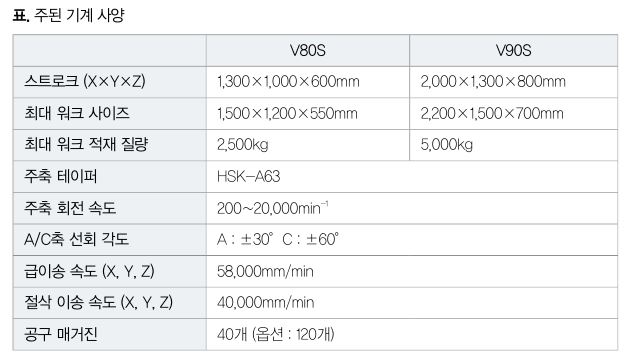
2. V90S의 특징
V90S는 일반적으로는 수직형으로 분류되는 5축가공기이다. 그 수직형 5축가공기 중에서도 여러 가지 회전․경사축의 구성이 있는 가운데, 주축측에 이 2축을 가진 형태의 기계로 하고 있다.
5축가공에은 분할 5축가공과 동시 5축가공이 있다. 분할 5축가공에서는 프로그램의 이음면이나 CAM의 분할 부분의 검토 등에 수고가 든다. 또한 동시 5축가공에서는 회전축․경사축의 동작에 추종 지연이 생겨, 이것이 식입이 되어 가공면에 나타나는 경우가 있다. 이 동시 5축가공에서 추종 지연에 의해 생기는 식입이 잘 발생하지 않게, 주축 헤드를 소형․경량인 구조로 함으로써 높은 추종성을 얻을 수 있다.

또한 동시 5추각공에서, 회전축․경사축에 급격한 동작이 발생하는 부분을 특이점으로 표현하고 있다. V90S는 이 특이점의 급격한 동작을 없애기 위해 주축 헤드가 갖는 회전축을 경사시키는 구조로 했다. 프로그램에 의해 지령된 공구 축방향은 회전․경사축의 2축을 복합 동작시킴으로써 급격한 동작은 발생하지 않고 매끄러운 동작을 얻을 수 있다(그림 2).
3. V90S를 지지하는 제어 기능
동사에서는 기계의 제어장치에 ‘Professional 6’이라고 부르는 독자의 제어장치를 탑재하고 있다. 이 Professional 6이 가지는 기능 중에 ‘슈퍼 GI.5’가 있다. 이 기능은 고속․고정도 이송을 표현하는 기능으로, 높은 응답성을 가진 V90S의 성능을 이끌어낼 수 있다. 또한 슈퍼 GI.5는 가공면에 발생하는 상처의 요인을 제어장치가 가능한 한 수정, 작업의 부하 경감을 실현할 수 있다.
또한 5축가공에서는 간섭 걱정이 따라다닌다. Professional 6에 탑재되는 ‘콜리전 세이프 가드’는 기계의 간섭․충돌을 방지하는 기능으로, 기계에 가공 워크의 형상․공구의 형상을 인식시켜 간섭이나 충돌이 발생하기 직전에 정지한다. 가공 시뮬레이션 등의 사전 체크와 콜리전 세이프 가드를 병용함으로써 안심하고 가공 작업을 추진할 수 있다.
4. 가공 사례
(1) 다날 공구에 의한 고능률 다듬질가공의 작용 사례
일반적으로 볼 엔드밀에 의한 3차원 형상가공에서는 2개의 절삭날을 가진 공구를 사용하는 경우가 많다. 최근 보다 많은 날을 가진 다날이라고 불리는 공구가 각 공구 메이커에서 발매되고 있다.
이 다날 공구를 이용함으로써 기존 2날 볼 엔드밀에 비해 4날이면 2배, 6날이면 3배의 절삭 이송 속도 지령이 가능해진다. 5축가공기와 다날 공구를 조합시킴으로써 공구 끝단 근방을 사용하지 않고 외주날 부분을 사용함으로써 공구가 가진 능력을 충분히 발휘, 높은 이송 속도의 가공이 가능해진다.
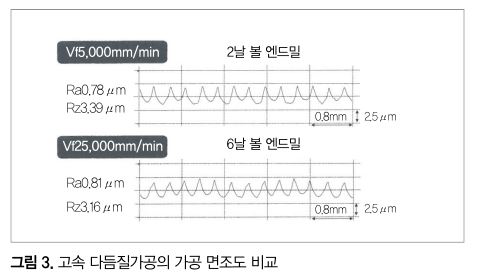
그러나 높은 이송 속도의 가공이 되는 경우, 가공 면조도의 악화가 걱정되는 경우가 있다. 이 걱정에 대해서는 주축 진동 정도가 높은 기계를 이용함으로써 2날과 다날의 가공 면조도는 손색없는 결과가 얻어졌다(그림 3).
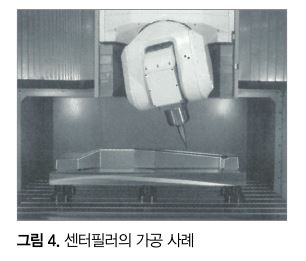
(2) 프레스 금형의 고속 다듬질가공
프레스 금형은 형상을 팁으로 분할해 베이스 상에 늘어놓고 소정의 금형 향상으로 하고 있다. 일반적으로 이 팁에 대해서는 생재의 상태로 큰 거친가공이 이루어지고, 담금질 후에 베이스 상에 늘어놓고 형상가공이 이루어진다(그림 4).
그렇기 때문에 베이스 상에 팁을 늘어놓은 상태로는 큰 사이즈가 되므로, 큰 워크 사이즈가 허용되는 기계의 형상 다듬질가공이 필요하다. 이와 같은 대형 프레스 금형에서는 최근 하이텐강이나 초하이텐강 등의 채용이 많아지고, 이에 따라 금형 재료의 고경도화가 추진되고 있다. 동사는 이와 같은 대형 프레스 금형에 대해 V90S를 사용한 고속 다듬질가공을 함으로써 높은 가공 능률의 실현을 제안하고 싶다.
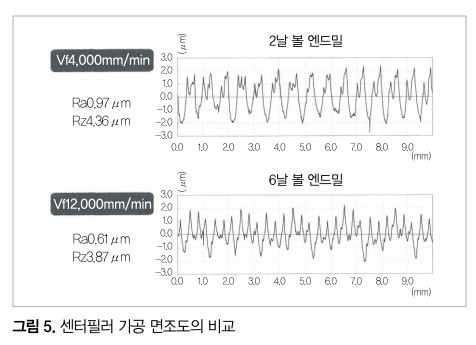
이 가공 사례는 자동차의 센터필러를 모방한 형상으로 하고, 피삭재의 경도는 60HRC이다. 이 형상에 대해 6날 볼 엔드밀을 이용해 다듬질을 했다. 2날의 가공에 비해 60%의 가공 시간 절감과 가공 면조도에 대해서는 동등하게 할 수 있었다(그림 5).
5. 맺음말
V90S는 수직형 5축가공기의 메리트인 대형 금형의 세팅성, 다날 공구의 능력을 최대한으로 이끌어낼 수 있는 주축 구조와 제어 및 가공 기술로, 프레스 금형의 고경도재 고능률 가공을 실현해 시장의 요구에 대응할 수 있는 기계라고 생각하고 있다.
카와베 토모히로 : 가공기술본부 커스터머서포트 그룹