
[헬로티]
타카하라 타다요시(高原 忠良) ㈜富士테크니컬리서치
하드․소프트웨어의 능력 향상에 의해 해석을 활용한 엔지니어링(CAE)은 쉽게 접할 수 있는 것이 됐다. 이와 함께 CAE의 타당성 조사가 보다 중요해지고 있다.

광파이버를 센서로 온도·변형을 계측하는 ‘FBI-Gauge’를 활용함으로써 지금까지 불가능했던 형내의 온도․변형의 광범위한 분포 계측이 가능해졌다.
1초간에 250회까지 계측할 수 있기 때문에 가공 중의 동적인 변화도 포착할 수 있다. CAE의 검증과 함께 형내 거동의 실시간 모니터링 툴로서도 활용이 확대되고 있다. 이 글에서는 계측 시스템의 특징과 금형에 대한 적용 사례를 소개한다.
광파이버 계측 시스템 FBI-Gauge의 특징과 원리
그림 1에 파이버 센서와 변형 게이지의 치수 비교, 시스템의 특징, 파이버의 장착 방법을 나타냈다. 파이버 지름은 155μm이고, 형내나 극히 국부에 대한 장착도 가능하다.
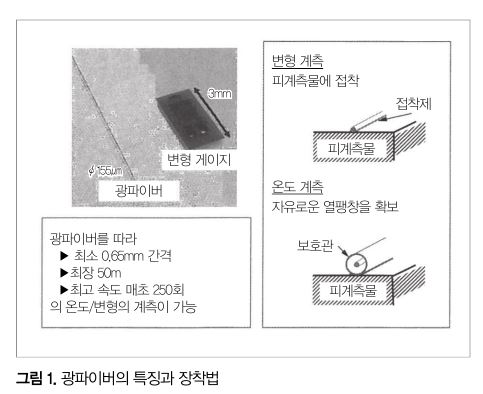
계측 피치는 최소 0.65mm마다, 또는 최장 50m에 걸친 계측도 가능하다. 광파이버가 센서로서 기능하는 계측 방법으로, 광파이버를 형내에 설치함으로써 형내의 변화를 실시간으로 계측 가능하다.
외부에서 관찰하는 방법인 화상상관법에 의한 변형 계측과 방사온도계에 의한 온도 계측으로는 얻을 수 없는 형내 거동의 관찰이 가능해지는 것도 큰 특징이다.
그림 2에 계측 원리를 나타냈다. 파이버를 구성하는 석영유리의 밀도나 조성의 흔들림 등에 의해, 파이버의 국소마다 레일리 후방 산란이 생긴다. 각 산란은 부위마다 특유의 주파수 분포를 나타내고 있다.
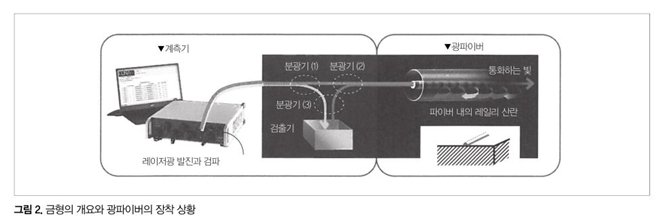
이른바 파이버마다의 고유 지문 정보이다. OFDR(Optical Frequency Domain Reflectometry) 방식으로 입사광의 파장을 연속적으로 변화시킴으로써 파이버의 위치 정보를 취득한다. 즉, 파장 가변 레이저 광원의 직접광과 광파이버 각 부위의 반사광에 의해 간섭광이 생긴다. 그 주기로부터 얻을 수 있는 광로차에 의해 파이버 위치(거리)를 특정할 수 있다.
또한 광파이버에 외력이 걸린 경우, 레일리 산란광의 피크 주파수가 미소하게 변화한다. 이 변화량(주파수 시프트량)을 온도 혹은 변형으로 환산하는 계측 원리이다.
사출성형 금형 거동의 상세 관찰에 대한 적용과 CAE를 활용한 고찰
사출성형 금형의 가동형․고정형에 각각 1개의 광파이버를 장착, 성형 운전 중의 온도와 변형을 연속적으로 계측한 사례를 소개한다. 그림 3에 금형의 개요와 광파이버의 장착 상황을 나타냈다.
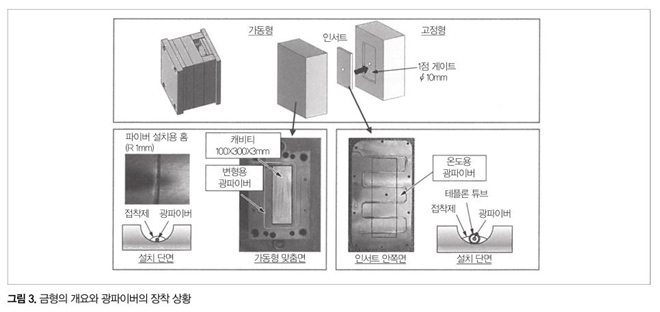
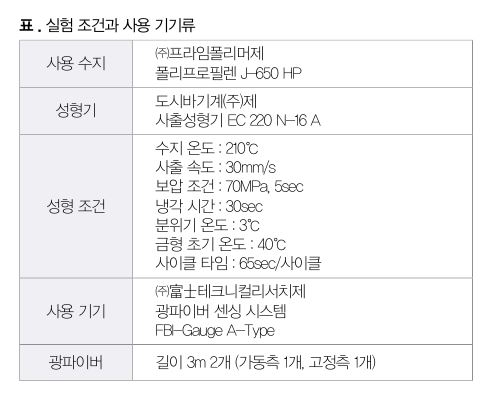
가동형․고정형 각각에 R 1mm의 홈가공을 실시, 그 홈에 변형용․온도용 각각의 장착 방법으로 파이버를 배치하고 있다. 표에 실험 조건과 사용 기기류를 나타냈다.
1. Step. 1 : 형내 현상의 온도․변형의 동시 계측
그림 4는 금형 온도의 분포 콘투어도와 한 성형 사이클 중의 경시 변화 그래프이다. 그래프에서 캐비티 외부에 해당하는 위치의 T1에서는 거의 금형 온도가 변화하지 않는 것, 유동 단말에 해당하는 T3에서는 게이트 바로 아래에 해당하는 T2를 기준으로 하면, 약 2.5초 늦게 금형 온도가 상승하기 시작하는 것을 확인할 수 있다.
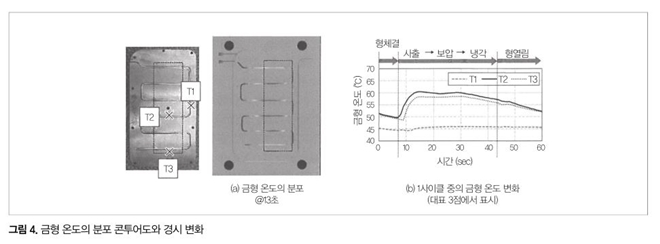
그림 5는 금형 변형의 분포 콘투어도와 한 성형 사이클 중의 경시 변화 그래프이다. 콘투어도에서 금형의 긴 변 방향에서는 인장 변형, 짧은 변 방향에서는 압축 변형이라는 특징적인 변형의 분포를 확인할 수 있다.
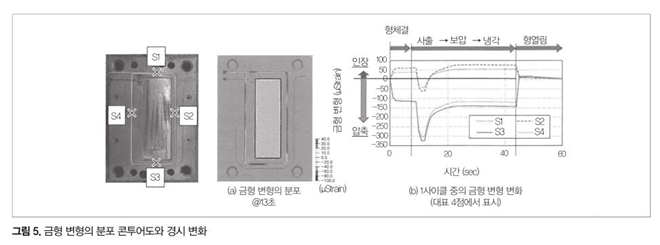
그래프에서는 형체결 승압 완료에 해당하는 성형 개시 약 2초 후에 변형이 안정된 후, 사출 개시부터 약 2초 후에 표기한 4점 모두에서 100~200μ Strain 정도의 압축 변형이 생기는 것을 알 수 있다. 피크 이후에는 서서히 압축 변형이 저감된다.
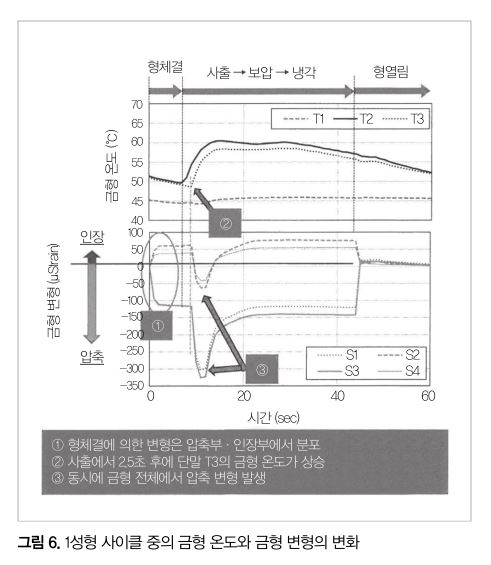
그림 6은 금형 온도와 금형 변형을 시간축을 설정해 표기한 그래프이다. 압축 변형이 생기는 타이밍은 전 점에서 유동 단말인 T3의 금형 온도 상승 타이밍과 일치한다.
2. Step. 2 : 계측한 현상의 고찰
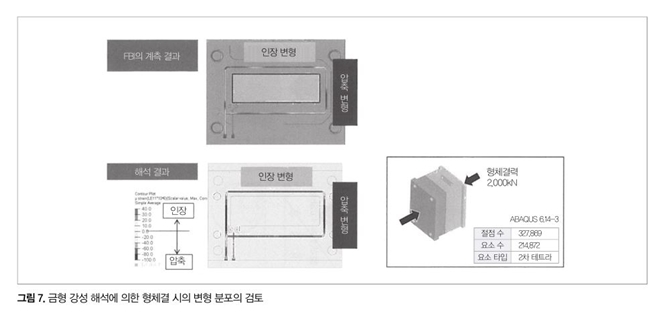
계측한 특이한 현상을 CAE도 활용해 고찰했다. 우선 형체결과 함께 금형 변형에 분포가 생기는 원인을 검토했다. 형체결과 함께 변형이 생기고 있기 때문에 형체결력에 의한 금형의 탄성 휨에 의한 변형으로 추찰, 형체결력에 상당하는 2,000kN을 부하한 형강성 해석을 ‘Abaqus’로 실시했다.
그림 7에 계측 결과와 CAE 결과의 비교를 나타냈다. 거의 동일한 변형 분포를 나타내고 있으며, 형체결에 의한 금형 변형 때문인 것을 확인할 수 있었다.
다음으로 캐비티 단말의 온도가 상승하기 시작하는 타이밍에서 금형 전체에 압축 변형이 생기는 현상을 고찰했다. 단말까지 수지가 유동한 타이밍에서 생기고 있는 상황으로부터 유입한 수지의 영향으로 생각된다.
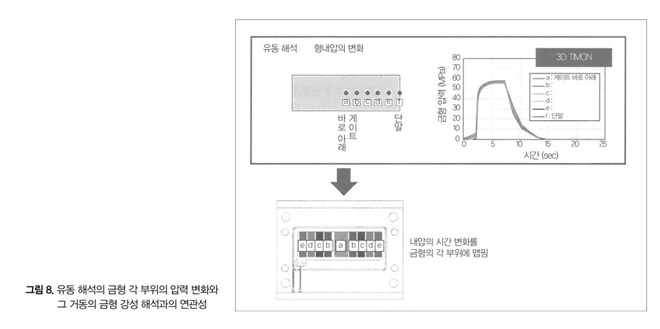
우선, 토레엔지니어링(주)제의 ‘3D TIMON’에 의한 유동 해석으로 형내 각 부위의 수지 압력 경시 변화를 구했다. 다음으로 이 시간 변화를 금형의 각 부위의 입력 하중으로 하고, 금형 강성을 해석했다.
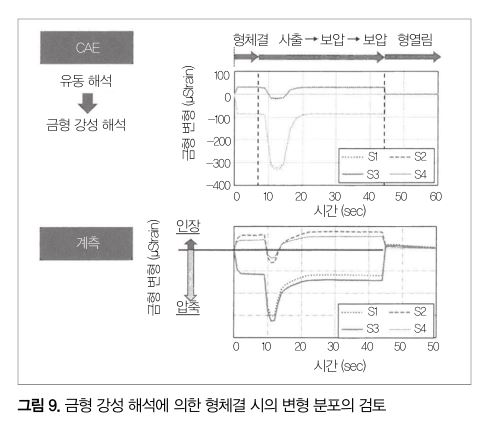
그림 8은 유동 해석에 의한 수지 압력의 경시 변화와 그 결과의 금형 강성 해석에 대한 맵핑이다. 그림 9에 CAE와 계측 결과의 비료를 나타냈다. 변화 거동이 합치하고 있으며, 변형량도 거의 일치하고 있기 때문에 추찰한 대로의 금형 변형이 생기고 있다고 생각된다.
3. Step. 3 : 금형 변형 대책안의 디지털 검토
형체결에 의한 금형 휨 거동으로부터 금형 상하의 포켓 형상 문제로 추찰, 상하 각각에 블록을 설정했다. 실제로는 시판의 몰드베이스를 활용하고 있으며, 이젝터 플레이트의 전후 운동의 관계 상, 이 블록의 설정은 대규모의 금형 개조가 되기 때문에 디지털적으로 검토했다.
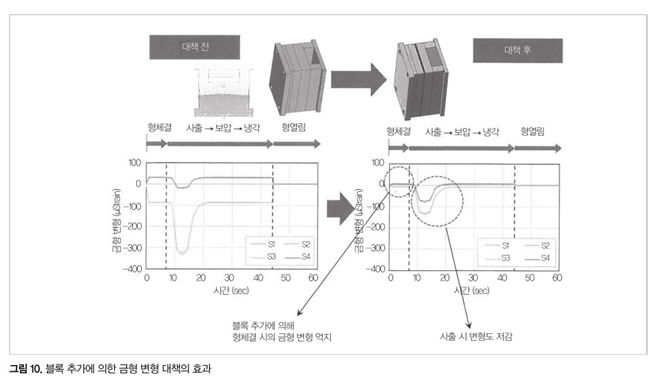
그림 10은 블록의 유무 차이이다. 블록의 추가에 의해 형체결 시의 변형 분포가 거의 제로가 되고, 또한 수지 충전 시의 압축 변형도 거의 1/3 정도로 저감되어 있으며 버 발생의 억지 효과도 있는 것으로 추정됐다.
이상을 정리했다. 광파이버를 센서로 한 계측 시스템에서 온도․변형을 동시에, 그리고 광범위한 분포로서 연속적으로 계측하는 것이 가능해졌다. 광파이버를 형내에 설치함으로써 형내의 상세 거동을 관찰했다.
그 결과, 형체결에 동반하는 변형 분포, 수지 충전에 의한 금형에 대한 압축 변형 발생 등의 거동을 파악할 수 있었다. 또한 CAE를 조합함으로써 현상 검토의 심화와 금형 변형 대책도 가능해졌다.
적용 사례
1. 다이캐스트 금형
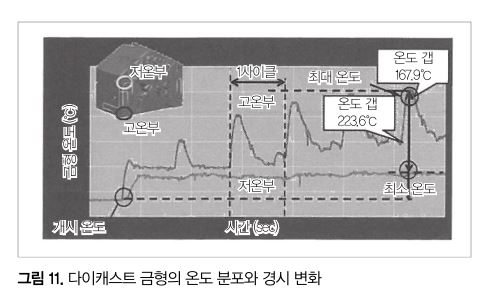
다이캐스트의 중요한 과제는 버의 억제이다. 버의 요인 중 하나인 금형 온도 분포와 그 성형마다의 변화 파악이 중요해지는데, 기존의 방법으로는 계측이 곤란했다.
동 계측 시스템에 의한 계측 결과 예를 그림 11에 나타냈다. 인서트부의 온도 분포에서 고온 부위를 파악했다. 그 부위의 성형 사이클마다의 급격한 온도 변화와 인서트에 대한 축열에 의한 온도 상승을 확인할 수 있다.
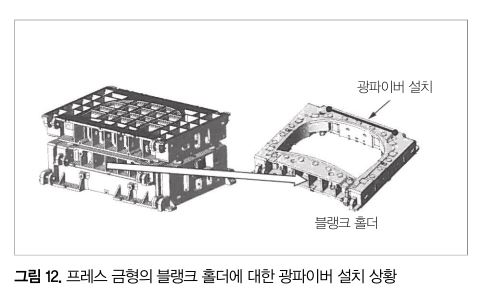
2. 프레스 금형
지금까지는 프레스 금형의 광범위한 변형의 동적 변화 계측은 곤란했다. 여기서는 금형의 블랭크 홀더부의 변형 거동의 계측 예를 소개한다. 그림 12는 블랭크 홀더에 대한 광파이버의 장착 상황, 그림 13은 프레스용 철 패널의 유무에 따른 변형 계측 결과의 비교이다.
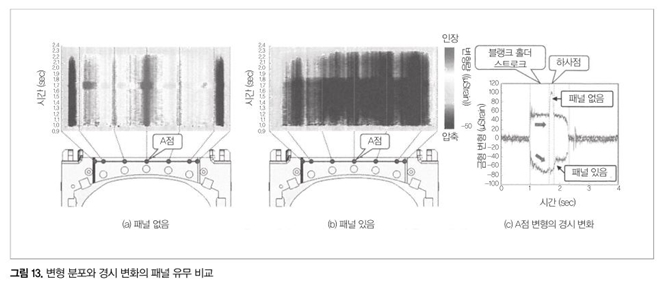
동 그림 (a), (b) 위쪽의 콘투어도는 가로축이 광파이버 긴 쪽 방향의 변형 분포를, 세로축이 아래에서 위 방향으로 프레스 성형의 경과를 나타내고 있다.
최근 몇 년 동안 활용이 급확대되고 있는 광파이버 계측 시스템의 특징과 원리를 설명하는 동시에, 금형에 적용한 사례를 소개했다. 센서로서는 광파이버를 사용하는데 그 직경은 겨우 155μm이며, 또한 광파이버의 길이 진역에서 계측이 가능해 형내의 광범위 계측이 가능하다.
더구나 광파이버의 적용 방법을 창출함으로써 지금까지 파악할 수 없었던 금형의 거동 파악도 가능하다고 생각되며, 적용 확대가 기대된다. 또한 연속적인 계측도 가능하고, 생산 중의 모니터링 장치로서도 기대된다.