



[첨단 헬로티]
요시다 준지 (吉田 潤二) 일본고주파공업(주)
성형재가 금속인 프레스 금형에서는 금형 표면의 응착, 마모, 균열, 박리 등의 불량 발생에 따라 금형 수명을 좌우한다. 특히 냉간 프레스 금형의 저마찰, 윤활 향상에 기여하는 표면처리에 의한 수명 향상 기술이 중요한 과제로 되어 있다.

금형 표면처리의 역할, 기대되는 기능
열 CVD법이나 TRD법에 의한 표면처리는 1,000℃ 가까운 고온 분위기에서 TiC, VC 피막처리를 한다. 복잡한 형상이라도 균일 전착성이 좋아 안정적으로 사용 가능하기 때문에 기존의 금형 수명을 대폭으로 연장하는 효과를 올려 왔다. 그러나 현재, 초초하이텐 강판 등이 증가하고 있으며, 성형 시의 면압을 제어할 필요가 있어 금형 간의 클리어런스 제어가 중요해지고 있다.
최근 저온 처리가 가능한 PCVD법이나 PVD법에 의한 피막은 급속하게 진보하고 있다. 피막의 다원계화(2~4원계)에 의해 피막 성능이 향상되고 있으며, 고온 확산처리의 결점인 ‘금형 치수 정도’ 등을 제어하기 쉬워졌다. 또한 피막의 밀착성도 개선되어 10µm 정도의 후막화가 가능해지고, 고하중을 받는 환경 하에서도 내구성을 얻을 수 있게 됐다.
1. 표면처리의 역할과 기능
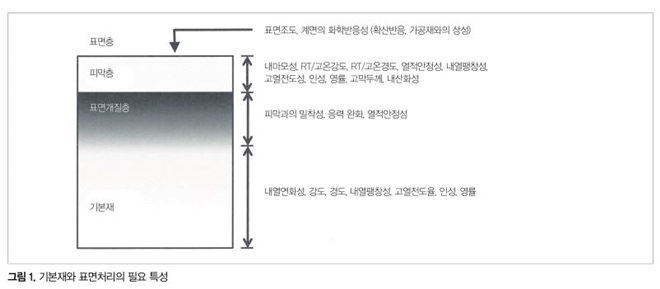
PVD법에 의한 표면처리 금형 피막의 성능을 향상시키는 방법에 대한 개념을 그림 1에 나타냈다. 피막의 고수명화에는 피막의 면조도가 중요하며, 내식성, 내마모성, 내열성, 화학반응성을 향상시키는 것이 중요하다. 이들은 사용 환경(성형가공재의 강도나 금형의 접촉 상태)에 따라 기본재를 질화시키고, 경도나 물리적 성질(열팽창계수, 밀착성 등)을 최적화시키는 것으로 피막 박리나 마모를 경감할 수 있다.
2. 피막 표면의 마찰이 영향을 미치는 피막 박리 형태
일반적으로 마찰․마모특성의 개선을 도모하는 표면개질 피막에는 접선력의 영향을 완화하는 기능이 있다. 기본재 표면의 피막과 가공재가 접촉, 두 면 간에 마찰이 생길 때 기본재, 피막, 가공재는 각각 탄성변형이나 소성변형을 함으로써 피막 성능이 결정된다. 이 피막과 기본재가 탄성변형 혹은 소성변형하는 판단 지표는 Greenwood와 Williamson 등의 탄성-소성 천이 기준을 소성지수(ø)에 의해 결정한다.
ø=(σ/r)0.5․(E/H) (1)
ø<0.6 : 탄성변형 영역, ø>1.0 : 소성변형 영역
σ : 제곱 평균 제곱근 조도
r : 조도 돌기 끝단부의 곡률 반경
H : 압입 경도
E : 영률
마찰면의 적합성은 표 1에 나타냈듯이 기본재와 피막의 변형 상태에 따라 결정된다. Ⅰ~Ⅱ는 기본재 및 피막이 탄성변형이기 때문에 마모가 잘 생기지 않으며, 마찰계수도 낮기 때문에 양호한 상태이다.

그러나 Ⅲ, Ⅳ, Ⅵ~Ⅷ는 피막과 가공재의 어느 쪽이나 혹은 양쪽이 소성변형하고 마모를 발생시킬 가능성이 높기 때문에 바람직한 조합은 아니며, 마찰계수가 높아지고 금형이 단수명이 된다.
(2) 표면 성상과 마모의 관계
마모는 마찰면의 소성변형에 의해 생기므로 마모를 방지하기 위해서는 마찰면이 탄성변형할 필요가 있다. 즉, 식 (1)로 정의된 ø을 가급적 작게 할 필요가 있다.
ø의 값을 작게 하기 위해서는 (σ/r)0.5를 작게 하거나, 혹은 E/H를 작게 하면 좋다는 것을 알 수 있다. 전자(σ/r)0.5는 피막의 면조도에 관련된 인자이다. ø를 작게 하기 위해서는 (σ/r)0.5를 작게 하는 것이 필요하며, 면조도가 좋고 조도 돌기의 끝단 R이 큰 것이 좋다고 할 수 있다.
최근의 고강도 고경도 가공 재료는 사용 전 단계의 면조도가 나쁘면, σ이 사용 중에 커지기 쉽다. 그렇기 때문에 ø가 커지고, 소성변형을 일으킴으로써 마모가 촉진되어 조기에 피막 박리가 발생한다.

예를 들면 금형 표면에 툴마크 등이 잔류하고 면조가 나쁜 경우, 그림 2에 나타냈듯이 실제 금형에서는 피막이 정상적으로 붙지 않는 요인도 부가되어 금형 수명이 현저하게 저하한다. 이들은 마찰계수의 악화뿐만 아니라, 피막의 성막 불량에 의한 피막 밀착성 악화에 의한 요인이 마찰면에 영향을 미친다.
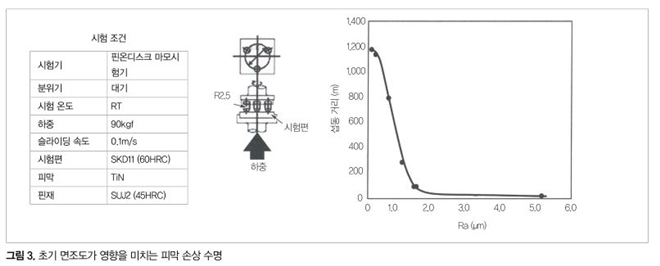
금형의 초기 면조도가 주는 피막 손상 수명을 마찰마모시험에 의해 조사한 결과를 그림 3에 나타냈다. 초기 면조도 Ra 0.2µm 이하에서는 대폭적인 수명 저하가 없지만, Ra 1.5µm 이상이 되면, 수명이 1/10 이하로 현저하게 저하한다. 즉, 다듬질 면조도를 양호하게 하는 것이 마찰계수를 저감시키고 금형 수명의 향상에 유효하다고 추정된다.
(3) 피막 물성값과 마모의 관계
다음으로 재료특성에 관련된 인자인 E/H에 대해 고찰한다. 금속 기본재 본래의 E/H는 200~300 정도인 것에 대해, 세라믹계 성분(TiC, VC, TiN)의 피막은 10~20 정도가 된다. 그렇기 때문에 세라믹계 피막으로 하면, ø를 작게 할 수 있고 마찰면을 탄성 접촉에 근접시킬 수 있으므로 장수명화를 기대할 수 있다.
또한 경도와 E/H는 반비례의 관계에 있으므로 세라믹계 성분의 피막을 고경도화함으로써 E/H를 저하시킬 수 있고, 면조도의 변화율을 억제할 수 있기 때문에 금형 수명을 향상시키는 것이 가능하다.
(4) 피막 물성값과 파괴 형태의 관계
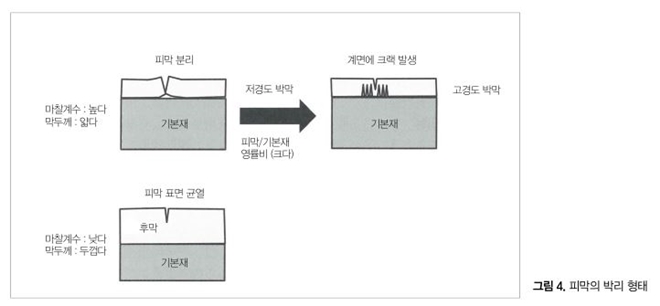
피막 파손은 피막과 기본재 변형 상태의 소성지수(ø)를 최적화 하는 이외에, 막두께나 기본재와 피막의 영률비가 영향을 미친다(그림 4).
막두께가 얇고 면조도가 거칠어 마찰계수가 높아지는 경우는 피막 분리를 일으키고, 저경도 기본재에 고경도 피막을 하는 기본재와 피막의 영률비가 높은 경우는 2차 크랙이 발생해 경계층에서 박리가 발생하고 금형 수명이 짧아진다. 이들의 대책으로는 면조도를 좋게 하고 후막으로 하는 대책이 유효하다고 할 수 있다.
마찰에 관한 최근의 과제와 앞으로의 방향성
강도 1,180~1,480MPa급의 초하이텐 강판도 자동차 골격 부재에 채용되고 있다. 하이텐 강판의 냉간성형의 과제는 성형 금형에 대한 부하가 매우 높고, 성형이 어려운 것이다. 그 결과, 하이텐 강판의 성형 금형에는 조기에 버닝이 발생해 생산성 저하에 의한 코스트 증가가 문제가 되고 있으며, 하이텐 강판의 채용 확대에 있어 과제가 되고 있다.
하이텐 강판의 성형을 어렵게 하는 요인에는 ①금형 간의 클리어런스 작음(제품의 주름, 2장 블랭킹, 열처리 변형․변형 치수), ②강판의 가공 경화(아이어닝, 제품의 주름), ③철가루의 물림(해트형 제품, 윤활제의 고점성화), ④판 에지 주변(컵형 제품의 에지 주변), ⑤마찰계수 큼(금형의 면거칠음, 형면 조도)가 있다.
이들 대책으로서 피막 강도 대책(내산화성, 고온 경도, 내열열화성)이나 금형 면압 저감(초기 면조도, 사용 시의 내면조도 유지성), 피막 수명(RT~500℃까지의 내마모성)의 향상이 앞으로도 필요하다.
동사의 표면처리 기술
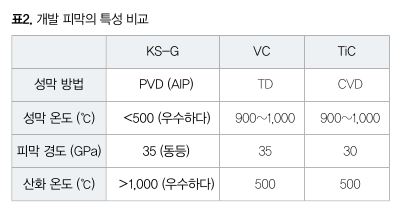
이번에 개발한 하이텐 성형용 금형을 위한 피막 ‘KS-G’의 특성을 기존 탄화물 피막과 함께 표 2에 나타냈다. 개발 피막 KS-G의 최대 특징은 그 높은 내산화성에 있다. 지금까지의 프레스 성형용 금형은 강판과의 슬라이딩성을 중시했기 때문에 VC 혹은 TiC 등의 탄화물계의 피막을 사용하는 것이 일반적이었다.
그러나 하이텐 성형용 금형에서는 프레스 성형 시의 접동 발열에 의한 현저한 산화가 원인으로 피막 취화가 일어나고, 이상 마모나 마찰계수의 악화에 의해 피막이 박리한다. 이 대책으로서 절삭공구용으로 실적이 있는 TiAlN 질화물 피막을 베이스로 한 성분 설계로 함으로써 내산화성을 향상시키고, 금형의 면조도를 좋게 함으로써 슬라이딩성을 향상시켰다.
또한 금형에 고면압이 부하됨으로써 조기에 피막이 파괴되기 때문에 피막 구조를 다층화함으로써 응력 부하의 경감을 실현하고 있다. KS-G 피막은 상층에 앞에서 말한 고내산화성․내마모성을 배치, 고경도이기 때문에 국부 면압이 부하될 때에 피막과 기본재의 영률비가 커지고, 기본재인 철 기본 재료의 변형에 추종할 수 없어 박리되는 것이 우려됐다.
▲그림5
그래서 철 기본 재료에 대해 밀착성이 없고, 더구나 내마모층과 기본재 중간의 기계특성을 가진 중간 경도의 피막에 중간층을 추가해 전체를 다층 구조로 함으로써 우수한 내마모성과 밀착성의 양립을 실현하고 있다(그림 5).
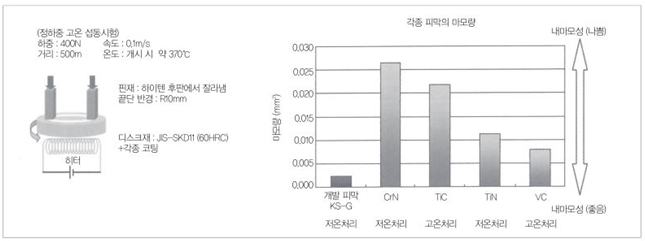
KS-G 피막이 실시된 성형 금형의 수명은 기본재가 SKD11인 경우, 기존 PVD 피막에 비해 고온 확산처리 VC 피막의 수명이 약 10배로 큰 폭의 차이를 볼 수 있었다.








































