[첨단 헬로티]
동사의 제품, 기술
동사는 1934년 설립 이후, 일관되게 내연기관 부품을 제조해 왔다. 피스톤링, 밸브시트, 소결 캠샤프트 및 주철 캠샤프트, 실린더 라이너, 베어링 보강재 등이 동사의 주력 제품으로, 내열기관 부품 또는 섭동 부품인 것이 특징이 된다. 이들 주력 제품은 총 매출의 90% 정도를 점한다.

제품에 대응하는 동사 보유 기술로서 우선은 섭동 부품을 취급하기 때문에 트라이볼로지 기술을 들 수 있는데, 그 외에 각 제품의 제조 기술로서 주조, 금형 프레스 성형·소결, 소성가공, DLC·PVD·질화·도금·용사 등의 각종 표면처리, 열처리 등의 여러 가지 기술을 취급하고 있다.
압분 코어 개발의 계기
일본에서는 1990년대 말부터 HEV 등의 환경 대응 자동차가 릴리스되기 시작해, 현재에는 일본 국내에서 HEV가 보통 자동차의 판매 대수 No.1이 되는 등 생산 대수 확대가 계속되고 있다. 최근에는 EV나 연료전지 자동차도 시판이 개시되고 있으며, 환경 대응 자동차는 앞으로 점점 더 그 생산 수량이 증가할 것으로 예상된다.
동사는 내연기관 부품을 주력 제품으로 하고 있기 때문에 초장기적으로 EV화가 세계적으로 확대된 경우, 주력 제품의 시장이 축소될 가능성이 있기 때문에 타 분야로 진출하는 것을 목적으로 대응하고 있다.
타 분야 진출에 대해서는 여러 가지 방법이 있다고 생각되는데, 이번에 소개하는 압분 코어의 개발은 동사 보유 기술인 소결품의 금형 성형 기술을 활용한다는 관점에서 시작됐다.
압분 코어란
모터의 중핵 부품인 모터 코어는 보통 0.3~ 0.5mm 두께의 전자강판을 적층해 제조된다. 이것에 대해 평균 입자지름 200μm 정도의 연자성 분말을 금형에 의해 프레스 성형해 제조하는 모터 코어는 압분 코어라고 불리고 있다. 이하에서는 조금 더 상세하게 설명한다.
1. 원재료 (그림 1)
원재료는 절연피막을 실시한 평균 입자지름 200μm 정도의 연자성 분말과 수지 등의 혼합물로, 동사에서는 프레믹스된 상태에서 구입한 것을 사용하고 있다.
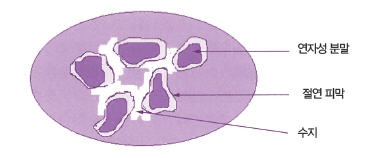
▲ 그림 1. 압분 코어의 원재료
2. 제조 공정 (그림 2)
제조 공정은 우선 금속 소결 제품과 동일하게 프레스 성형에 의해 코어 형상을 성형한다. 그 후 가열해 응력 제거 및 윤활제 제거, 수지 일체화를 한다. 가열 후에 전착 도장을 하는 경우도 있다.
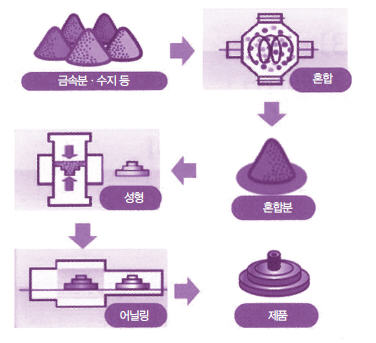
▲ 그림 2. 압분 코어의 제조 공정
동사가 양산으로 취급하고 있는 철계 금속 소결 제품과 압분 코어에서는 재료분의 재질·입자지름 등이 다르기 때문에 성형 압력이 다르고, 밀도 7.4~7.5g/cm3의 압분체를 얻기 위해 압분 코어에서는 양산 소결 부품의 1.5배 이상의 성형 압력을 걸 필요가 있다. 성형 압력이 크기 때문에 금형 설계 시에는 제품에 작은 지름의 구멍이 있어 금형 단면적이 작아지는 경우나 요철 형상을 붙이기 위해 다단 성형을 할 때의 금형 강도에 대해 고려할 필요가 있으며, 동일하게 금형 수명에 대해서 유의해야 한다. 또한 성형 공정에서 금형으로부터 압분체를 빼낼 때의 스프링백에 대해서도 주의를 요한다. 금형 수명 연장이나 압분체의 표면 성상 개선·밀도 향상을 목적으로, 금형에 대한 윤활제 도포나 온간 성형을 하는 경우도 있다.
3. 압분 코어의 특징
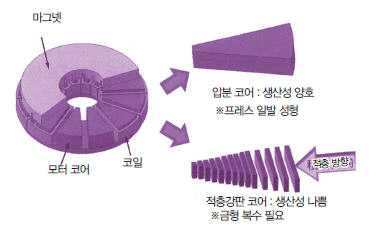
기존의 전자강판을 적층한 적층강판 코어와 압분 코어를 비교하면, 재료 형상 차이가 있어 적층강판 코어에서는 판 모양의 전자강판 1장 1장이 절연되어 있는 것에 대해, 분압 코어에서는 연자성 분말이 1알 1알 절연되어 있다. 이것으로부터 압분 코어의 과전류손은 적층강판 코어와 비교해 작다고 알려져 있다. 또한 코어 형상에 대한 성형 공법도 달라 적층강판 코어에서는 코어의 단면 형상을 전자강판에서 블랭킹, 여러 장을 적층해 접착재·코오킹·용접 등으로 접합해 코어를 성형하는 것에 대해, 압분 코어에서는 프레스 금형을 이용해 성형이 이루어지기 때문에 적층강판 코어에 비해 형상 자유도가 높다. 그리고 재료 수율에 대해서는 적층강판 코어의 60% 정도에 대해, 압분 코어는 100% 가까이가 되어 양호하다.
앞에서 말한 재료 형상·공법의 차이로부터 압분 코어에는 그림 3에 나타낸 특징이 있다.
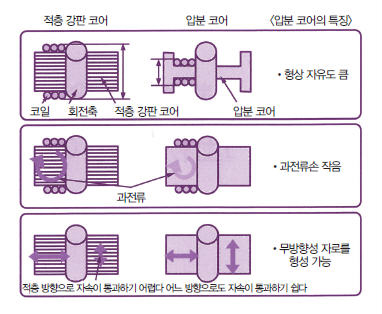
▲ 그림 3. 압분 코어의 특징
프레스 성형 트라이의 예
당초 압분 코어 개발에 있어 동사 소유의 프레스 성형기의 성형압도 근거로 해, 모터 외경 ?70mm 정도의 각종 모터의 적층강판 코어를 압분 코어로 교체해 모터 특성을 확인했다. 그림 4에 제작한 압분 코어의 일례를 나타냈다. 압분 코어화에 있어서는 코어 형상 그대로의 적층강판에서 압분으로 단순히 재료 교체하는 것이 아니라, 압분 코어의 형상 자유도를 활용하기 위해 모터 특성 향상을 목표로 독자 형상을 부여했다.
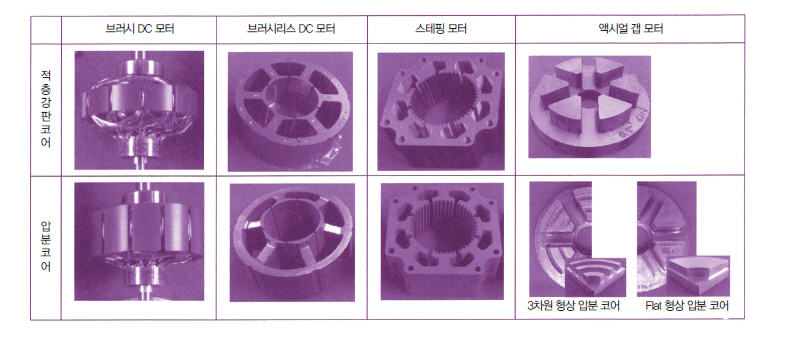
▲ 그림 4. 프레스 성형 트라이의 예
그림 4의 브러시 DC 모터에 대해서는 코어의 권선부 형상은 그대로이고 톱니를 높임으로써 갭 면적을 크게 했다. 브러시리스 DC 모터에 관해서는 브러시 DC 모터와 동일하게 톱니를 높게 하는 동시에, 권선부를 패이게 해서 권선 스페이스도 크게 했다. 또한 액시얼 갭 모터에 대해서는 동사 오리지널 형상인 3차원 형상을 부여(특허번호 6002020), 갭 면적을 2배 정도로 확대했다. 스테핑 모터에 한해서는 원래부터 3차원 자기회로를 사용하기 때문에 적층강판 코어와 동일한 형상으로 압분 코어화했다. 이들의 시도로 압분 코어화에 의한 토크 향상이나 효율 향상을 확인했다.
한편, 압분 코어의 프레스 성형에 있어 어려움도 분명해졌다. 특히 성형 압력이나 압분체의 스프링백이 크기 때문에 성형 시의 금형 빼기가 용이하지 않은 케이스가 몇 가지 발생, 스테핑 모터에서 두드러졌다.
또한 후공정의 권선 시에 마그넷 와이어의 절연 피막을 상처 입힐 우려가 있기 때문에 압분체에 대한 버 발생은 억제해야 하는데, 이것도 대응이 어려운 항목으로 압분 코어 형상·금형 설계 시에 유의할 필요가 있다는 것을 알 수 있었다.
압분 코어에 적합한 모터 구조의 검토
소형 압분 코어 모터의 평가 결과도 근거로 해, 압분 코어의 형상 자유도 크기를 활용하고 또한 무방향성 자로를 설정할 수 있는 모터 구조로서 액시얼 갭 구조를 채용했다.
그림 5는 액시얼 및 레이디얼 갭 구조의 모터 단면을 나타내고 있다. 그림의 아래 부분에는 각각의 모터 구조에서 갭면(자석과 전자석의 대향면)을 빼내어 나타내고 있다. 모터가 발생하는 토크는 이 갭면의 면적이 클수록 커지는 경향이 있다. 그리고 모터 외경을 D, 모터 축방향 길이를 L로 하고, D/L?2가 되는 모터 치수의 경우 레이디얼 갭 구조의 갭 면적을 S로 했을 때, 액시얼 갭 구조는 3S가 되기 때문에 기본적으로 편평 형상으로 토크를 내기 쉬운 모터 구조이다.
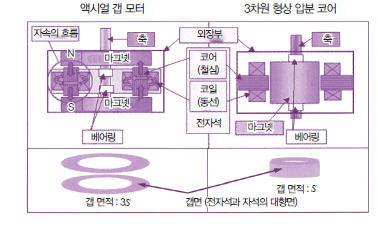
▲ 그림 5. 액시얼 및 레이디얼 갭 구조 개략
또한 그림 6에 나타냈듯이 생산성의 점에서도 액시얼 갭 구조는 압분 코어에 적합하다고 생각했다.
▲ 그림 6. 액시얼 갭 구조 모터 코어의 생산성
NPR 오리지널 압분 코어 형상
그림 7 (a)에 나타낸 액시얼 갭 구조 모터의 Flat 형상 코어에 대해, 동사 오리지널의 3차원 형상으로 한 압분 코어를 그림 7 (b)에 나타냈다. 3차원 형상(요철 형상)으로 한 로터 코어와 스테이터 코어의 요철을 맞물리게 함으로써 그림 8에 나타냈듯이 갭 면적을 확대해 토크를 크게 할 수 있다.

▲ 그림 7. 액시얼 갭 구조 모터의 압분 코어 형상
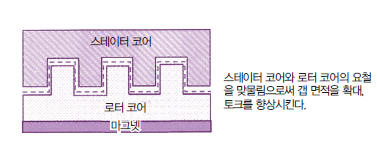
▲ 그림 8. 3차원 형상 압분 코어에 의한 갭 면적의 확대
액시얼 갭 구조는 토크가 나오기 쉬운 구조인데, NPR 오리지널 3차원 형상의 코어로 함으로써 더욱 토크 향상을 기대할 수 있다.
마이크로 EV 구동용 모터의 개발
3차원 형상 압분 코어를 이용한 액시얼 갭 구조 모터의 편평 형상·대 토크라고 하는 특징을 활용하는 용도로서 저속 소형 차량의 구동을 발견, 마이크로 EV 구동용 인휠 모터를 시제작했다.
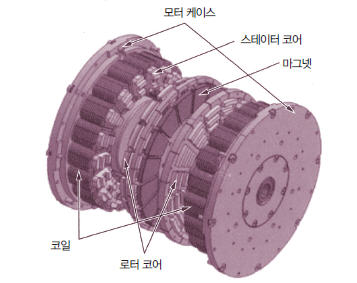
시제작 모터 구조 개략을 그림 9에 나타냈다. 모터 사이즈는 13인치 휠 내에 들어가는 것을 고려해 외경 ?230mm로 했다. 또한 스테이터와 로터는 각각 1개의 싱글 갭 구조로 하고, 스테이터 로터 간의 에어갭은 6mm로 했다. 전원전압 48V로 모터를 구동한 경우의 최고 회전수는 1,500min-1, 최대 토크는 32N·m이 됐다.
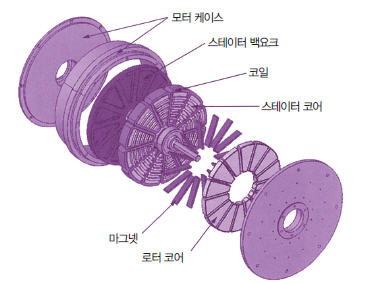
▲ 그림 9. 시제작 모터 구조 개략
차량 주행 테스트
시제작 모터를 제공받은 아시카가 공업대학에서 월드 그린 챌린지(월드 솔라 바이시클 레이스)에 출품하는 차량의 구동용으로서 사용하고 있다.
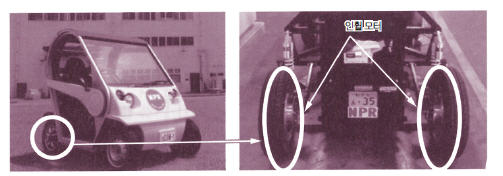
그림 10이 아시카가 공업대학의 차량 외관으로, 전륜 2륜, 후륜 1륜의 3륜차로 되어 있으며, 이 중 후륜에 동사에서 개발한 모터를 인휠 모터로서 장착하고 있다. 아시카가 대학에는 2013년부터 개발 모터를 계속 제공하고 있으며, 2015, 2016년에는 카테고리 S의 오픈 클래스에서 2위를 달성했다.
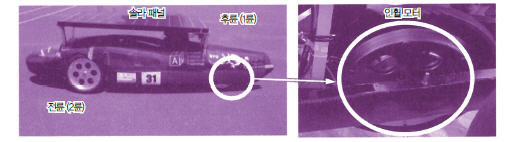
▲ 그림 10. 아시카가 공업대학의 솔라 카 ‘AIT-Shark’
또한 2016년 12월부터는 도치기현의 노기마치에서 차량 모니터를 개시했다. 모니터 차량의 외관을 그림 11에 나타냈다. 보통은 노기마치교류센터에서 사용하는 동시에, 노기마치역전대회 등 노기마치 주최의 이벤트에 사용했다.
▲ 그림 11. 모니터 차량 [(주)싱크투게더(thinktogether)제 eCOM-mini]
앞으로의 전개
시제작 모터 제작 시에 제작 용이성을 우선한 경우도 있고, 실제로 차량을 구동해 온 결과 토크 향상이라는 과제가 들어났다. 따라서 현재 신 설계 모터 제작(토크 향상품)을 추진하고 있다.
그림 12에 개략도를 나타냈는데, 기본 구조를 2 스테이터 1 로터의 더블 갭 구조로 하고 있는 외에, 권선 지름, 말이 수, 슬롯 콤비네이션도 수정했다. 이 신 설계 모터의 평가 결과를 그림 13에 나타냈다. 동일한 모터 전류의 토크는 시제작 모터에 대해 3배 이상 향상됐다. 그리고 최대 토크는 200N·m 이상으로, 차중 400kg의 차량에 대해 30% 구배를 등판 가능으로 예상하고 있다.
▲ 그림 12. 신 설계 모터 구조 개략
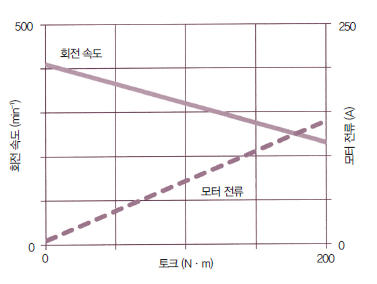
▲ 그림 13. 신 설계 모터 평가 결과 (전원전압 48V)
또한 그림 14에 나타낸 차량 구동용 브러시리스 DC 모터의 출력과 최대 토크 관계에서 신 설계 모터는 출력비의 토크가 크고, 기대하고 있던 모터 특성을 확인할 수 있었다고 생각한다. 앞으로는 신 설계 모터를 차량에 탑재, 등판을 포함하는 주행 평가를 실시해 갈 것이다.
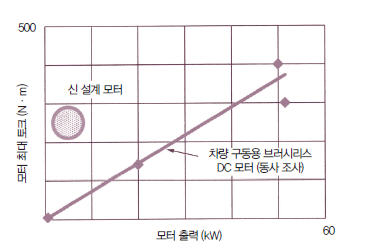
▲ 그림 14. 모터 출력과 최대 토크의 관계
후지이 요시타카 (藤井 功隆) 일본피스톤링(주) 신제품사업추진부
본 기사는 일본 일간공업신문사가 발행하는 「형기술」 지와의 저작권 협정에 의거하여 제공받은 자료입니다.